








.jpg)

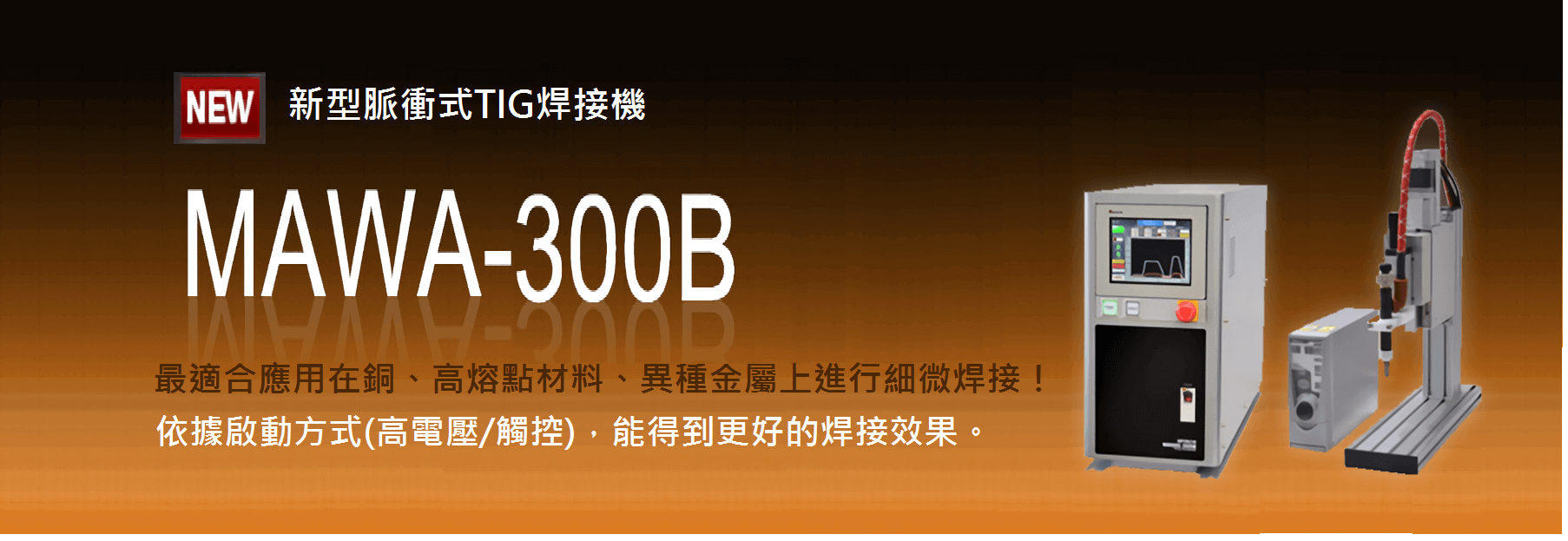
【NEW】MAWA系列脈衝式TIG焊接機 MAWA-300B, MAWA-050A,MH-TL01A

【脈衝微型TIG焊接電源-MAWA-300B / MAWA-050A】
焊接物與電極之間發生電弧熱,進行熔融的TIG焊接電源。最適合精細、微小的零件。
有使電弧產生後用使用觸控啟動與高電壓啟動專用機兩種機型。
觸控啟動是將電極接觸焊接物使電極提高,讓電極至焊接位置之間產生高磁場,產生電弧。
高電壓啟動則是在非接觸性狀態下,讓電極至焊接作業點之間通過高壓直流電,產生電弧。
可以依照用途,選擇適合的方式,使焊接效果更值得信賴。

❖ 電弧銲接示意圖
能更精準地控制定電流、短時間。
高電壓啟動方式
觸控啟動方式


▶ 觸控啟動方式/高電壓啟動方式
◆觸控啟動方式
1.控制噪音
可以抑止焊接部分附近機器操作失誤和不耐電壓電子零件的破損之情況發生。
2.任意點都可精準地焊接
由於電極從接觸的部分把電弧放射出去,可確實掌握焊接部分。
3.消耗品的成本降低
與高電壓啟動相比,電極的壽命較長,估計消耗品的成本也會降低。
◆高電壓啟動方式
1.非接觸:且能夠在狹窄的作業空間進行焊接。
2.非加壓:電極不會接觸焊接部分,所以不會發生因加壓所造成的歪斜現象。
3.作業時間:與觸控啟動相比,不需要讓電極上下動作,優化作業時間。
▶ 選配專用,可使用纜線分離來操作屏幕

▶ 波形調製功能
波形調製(頻率調製)功能可減少因斷斷續續地入熱,造成焊接時氣孔產生的情況。可方便管理電弧球(溶融部分)的大小、形狀。
▶ 焊接電流與監控功能
設定標準的測定電流波形之上下限值,通電後可進行良品判斷。

【觸控啟動接頭MH-TL01A】
1.可簡單連接脈衝式TG焊接機MAWA-050A(觸控啟動專用機)。
2.脈衝式TIG焊接電源MAWA-050A(觸控啟動專用機)專用的吹管用馬達來啟動。
3.透過專用的控制器、可簡單設定電極的位置與動作速度。
4.吹管浮動上鎖功能:就算發生焊接作業高度的偏移,也能維持一定的吹管上升量。可達到焊接穩定且熔深大。

▶ 規格
|
型號 |
MAWA-300B-00-00 |
MAWA-300B-00-01 |
||
|
啟動方式 |
觸控啟動 |
高電壓啟動 |
||
|
輸入電源電壓 |
三相AC200V |
|||
|
消耗電力 |
13.2kVA |
|||
|
最大輸出電流 |
300A |
|||
|
控制方式 |
2次定電流控制 變頻式(控制頻率 約45 kHz) |
|||
|
最大無負荷電壓 |
DC95V |
|||
|
定額負荷電壓 |
22V(300A通電時) |
|||
|
使用率 |
5%(300A)、10%(210A)、20%(150A)、30%(122A)、40%(97A)、50%(80A)最大使用率50%(80A 以下) |
|||
|
條件數 |
127条件 |
|||
|
時間設定範圍 |
提前送氣 |
0~9999ms(1ms單位) |
||
|
初期電流 |
0~999ms(1ms單位) |
|||
|
WELD1 |
緩升 |
0~99.9ms(0.1ms單位) |
||
|
焊接 |
||||
|
緩降 |
||||
|
冷卻 |
0~1000ms(1ms單位) |
|||
|
WELD2 |
緩升 |
0~99.9ms(0.1ms單位) |
||
|
焊接 |
||||
|
緩降 |
||||
|
後期流量 |
0~9999ms(1ms單位) |
|||
|
電流設定範圍 |
初期電流 |
可設定15~300A (1A單位) |
||
|
設定條件 |
周圍溫度:+5~+40℃ |
|||
|
最高濕度:85%以下(不會結露) |
||||
|
尺寸(mm) |
210(W)×603(D)×408(H) 不含突起物 |
|||
|
210(W)×705(D)×408(H) 包含端子套子的大型纜線 |
||||
|
重量 |
約45kg |
|||
|
對應CE |
2017年4月對應 |
|||
|
對應CCC |
||||
※1 WELD1 + 冷卻+ WELD2 ≦ 4000 ms
|
型號 |
MAWA-050A-00-00 |
MAWA-050A-00-01 |
MAWA-050A-00-02 |
MAWA-050A-00-03 |
||
|
啟動方式 |
觸控啟動 |
高電壓啟動 |
||||
|
輸入電源電壓 |
單相AC200V~AC230V |
單相AC200V~AC240V |
單相AC200V~AC230V |
單相AC200V~AC240V |
||
|
消耗電力 |
1.3kVA |
1.7kVA |
||||
|
最大輸出電流 |
50A |
|||||
|
控制方式 |
2次定電流控制 變頻式 (控制頻率 約45kHz) |
|||||
|
最大無負荷電壓 |
52V |
110V |
||||
|
定額負荷電壓 |
12V(50A通電時) |
|||||
|
使用率 |
5.5%(50A)、10%(38A)、20%(28A)、30%(21A)、40%(16A)、50%(12A)最大使用率50%(12A以下) |
|||||
|
條件數 |
127條件 |
|||||
|
時間設定範圍 |
提前送氣 |
0~9999ms(1ms) |
||||
|
初期電流 |
0~999ms(1ms單位) |
|||||
|
WELD1 |
緩升 |
0~99.9ms(0.1ms單位) |
||||
|
焊接 |
||||||
|
緩降 |
||||||
|
冷卻 |
0~1000ms(1ms單位) |
|||||
|
WELD2 |
緩升 |
0~99.9ms(0.1ms単位) |
||||
|
焊接 |
||||||
|
緩降 |
||||||
|
アフターフロー |
0~9999ms(1ms單位) |
|||||
|
電流設定範圍 |
初期電流 |
可設定5.00~9.99A (0.01A單位) |
||||
|
設定條件 |
周圍溫度:+5~+40℃ |
|||||
|
最高濕度:85%以下(不會結露) |
||||||
|
尺寸(mm) |
169(W)×440(D)×294(H) 不含突起物 |
|||||
|
169(W)×542(D)×294(H) 包含端子套子的大型纜線 |
||||||
|
重量 |
約13kg |
約14kg |
||||
|
對應CE |
對應 |
|||||
|
EMC階級 |
CISPR11 ClassA |
|||||
|
對應CCC |
對應 |
非對應 |
對應 |
非對應 |
||
※1 WELD1 + 冷卻 + WELD2 ≦ 4000 ms
|
型號 |
MH-TL01A-00-01 |
|
輸入電源電壓 |
單相 AC100V~AC240V±10% 50/60Hz 對應 70VA |
|
衝程 |
最大50mm |
|
電極提升量 |
0.1~9.9mm (0.1mm單位) |
|
電極加壓力 |
Min. 60gf ※1 |
|
I/O輸入 / 出 |
輸入 / 出 連接器 多極角形連接器37pins |
|
適用焊接方式 |
觸控啟動專用 |
|
條件選擇數量 |
15條件 (可從外面切換) |
|
設置條件 |
周圍溫度:+0~+40℃ |
|
最高濕度:90%以下 (不會結露) |
|
|
本機尺寸 |
120(W) × 460(H) × 414(D) |
|
控制器尺寸 |
70(W) × 185(H) × 250(D) |
|
本機重量 |
約 8 kg |
|
控制器重量 |
約 3 kg |
※1 在電極和焊接作業部分接觸時,接頭的加壓力比下降的速度更為增減。建議您事先參考樣品的評價。
▶ 產品的外觀及尺寸 (單位:mm)
